From an existing press environment to an integrated robot-assisted series line
An RS press automation with transfer system, 36 electric cylinder axes, 40 needle grippers, temperature-secured process release, RFID recipe logic and an integrated safety architecture.
From robot to a controllable series process
At the outset there was an existing press environment that was to be transformed into a modern, automated and safety-assessable process cell. The previous plant logic consisted of individual process steps, manual transitions and energy-intensive pneumatic drive technology.
The goal was an integrated series line in which material feed, robot handling, heating process, transfer, compression moulding, removal, operating logic, quality assurance and machine safety function as one overall process.
"For us, a robotics project does not end with commissioning. It begins where it becomes clear whether the solution really holds up in the series process."
Project profile
- Project: RS press automation incl. transfer system
- Application: Thermoforming line for fibre-reinforced nonwovens and textile semi-finished products
- Location: Maucher Formenbau, Oberteuringen plant
- Development: Maucher CNC-Robotic and Maucher Formenbau
- Core: robot-assisted transfer and removal cell with process-active material guidance
Data capture, layout planning and digital feasibility check
At the beginning, the focus was on complete data capture and the design of the plant layout. The existing hall layout was adopted as a reference in the Visual Components simulation environment. On this basis, robot position, material flow, press arrangement, transfer points, removal areas, operator access and safety fencing were planned.
The simulation served not only for visualisation but as a technical basis for decisions. It showed whether the robot can reach all relevant positions collision-free, what reach reserves are necessary and how interfering contours, protected areas and maintenance access affect the later overall plant.
Layout and material flow
The hall layout was used as a reference to arrange material feed, heating process, compression press, transfer and removal sensibly in relation to one another.
Robot reachability
The real reachability of all process points determined the later position of the robot, the pedestal height, the gripper bridge and the required reach.
Concurrent risk assessment
The risk assessment ran in parallel from the start. From it, safety functions and the required performance-level requirements were derived.
Payload and reach were derived from the process
The robot selection arose from the real requirements of the process. What mattered was not only the robot's theoretical reach, but the actual reachability of material feed, heating press, transfer station, compression press and removal area.
In addition, the gripper bridge mounted on the robot determined the necessary payload. Besides the bridge's own weight, needle grippers, sensors, hose packages, drive components, material weight and dynamic reserves for acceleration, braking and safe process movements had to be taken into account.
The robot cell was therefore not planned around an existing component. Robot, pedestal, gripper bridge and plant layout were derived from the material flow and the reachability requirements of the series process.
36 electric cylinder axes turn the transfer into a process-active system
A central development focus lay in the transfer station. It had not only to take over the hot material between heating process, robot handling and compression press, but also to be adjustable to different component and material formats.
For this, a transfer system with 36 electric cylinder axes including gripper units was developed. The axes were arranged and controlled so that different blank sizes, material formats and process-related dimensional changes can be picked up and handed over to the compression press reproducibly.
Identifying and controlling interfering contours
During the transfer of the hot material, robot, gripper bridge, transfer station, press geometry, guides, grippers and material movement had to interact collision-free. Possible interfering contours were identified, assessed and taken into account in design, motion sequence and release logic.
Designing for forces, not just selecting components
The gripping and pulling forces that occur determined the design of the guide carriages, guide rails and the carrier system. The mechanics had to be sufficiently rigid and load-bearing to keep the material position reproducible over recurring series cycles.
Targeted pulling of the material for a consistent material thickness
The transfer gripper system does not only handle transport tasks. It pulls the hot material specifically into the defined position and thereby influences the material distribution before the pressing operation.
The aim was to achieve as uniform and internally consistent a material thickness as possible at the end of the pressing operation. The transfer is thus not just a handling operation, but a process-relevant step for the later component quality.
Until now, a comparable function had to be realised via rigid, sharp tines on the respective lower tool halves. This solution was tool-bound, mechanically rigid and offered no directly controllable force action on the material itself.
With the transfer gripper system developed, a novel process solution emerged, to the best of our knowledge: the grippers and electric cylinder axes enable active, format-dependent and specifically adjustable material guidance. This means the material can not only be held, but pulled and positioned in a defined way during the transfer.
Only suitably tempered material is handed over to the compression press
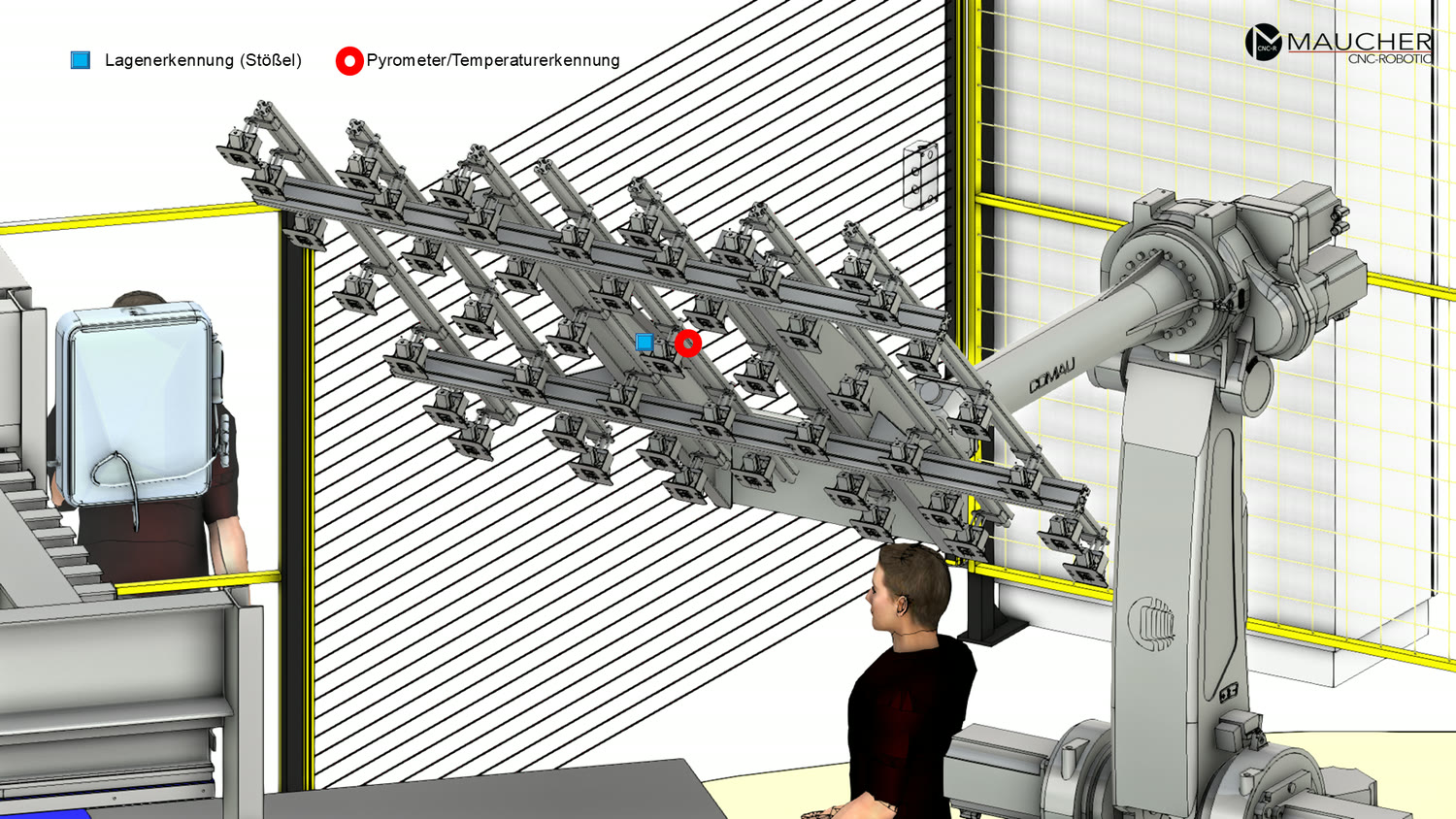
The material is fed in as stacked sheet material. The robot picks up the topmost material sheet via a gripper system with 40 needle grippers. So that the sheet is picked up safely and reproducibly, the piercing operation is not controlled by time alone.
The stroke of the central needle gripper is monitored by sensors and serves as a reference signal for the correct piercing moment of the remaining needle grippers. Only once the material sheet has been correctly detected and the defined gripper situation is reached do the further needles pierce and secure the sheet for transport.
Pick-up of the cold sheet
The robot picks the topmost sheet from the stack using 40 needle grippers.
Loading into the heater
The cold material sheet is placed into the heater and warmed up for the compression moulding process.
Removal of the hot sheet
After the heating process, the sheet is picked up again using the same gripping principle.
Temperature check
A pyrometer checks the surface temperature. A needle gripper designed as a temperature needle measures the core temperature.
OK/NOK release
Only if surface and core temperature are within the permissible process window is the transfer to the compression press released. Otherwise the operation is aborted and the material is discharged.
A process once dialled in becomes reproducible series logic
After the values of the 36 electric cylinder axes have produced a first clean and very precise moulded part, the determined process parameters are stored in a recipe and assigned to the respective mould tool.
During setup, the plant identifies the mould tool via an integrated RFID chip. The control automatically reads the tool ID and loads the matching recipe. Tool, material format, gripper positions and program are thereby logically linked.
Non-matching program and tool combinations are detected and not released. This reduces the risk of operating errors, incorrect settings or mismatched program runs. At the same time, repeatability in the series process is improved.
| Process step | Technical function | Benefit in series operation |
|---|---|---|
| Dialling in the moulded part | Determination of axis, gripping and pulling values | Quality does not arise by chance, but is made reproducible on the process side |
| Storing the recipe | Assignment of process parameters to the mould tool | Less reliance on individual operators' experience, more standardised series logic |
| RFID during setup | Automatic reading of the tool ID | Protection against wrong programs by matching tool, recipe and program |
| Release logic | Start release only for a matching combination | Higher process reliability and less risk from incorrect setup states |
Safety architecture as part of the development, not a retrofit
The safety of the plant was considered from the start, in parallel with the mechanical and control development. From the risk assessment, safety functions and the required performance-level requirements were derived.
The overall machine combines safety fence, light grid, safety doors, key transfer system, emergency-stop circuits, safe robot zones, axis-range monitoring, safety PLC, PROFIsafe, IO-Link and operator releases into a coherent safety architecture.
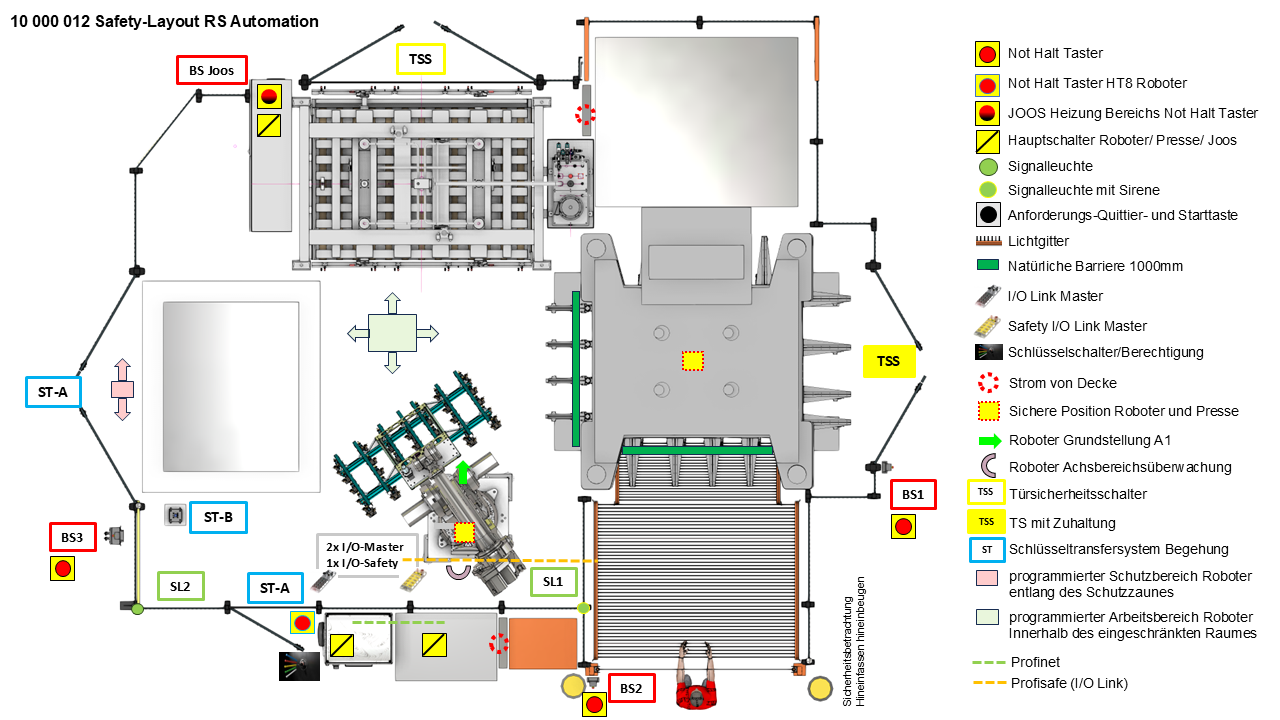
"Robot, press, transfer, removal and operator access were not considered separately, but developed as one overall machine in safety terms."
From pneumatic losses to controlled electric cylinder axes
Switching to electric cylinders was not only a technical decision, but part of the economic and energy-related process development. Pneumatic drives cause ongoing compressed-air costs and react sensitively to leakage losses. The electromechanical solution reduces this energy path and at the same time enables more defined positioning.
calculated operating-cost saving per year compared with the pneumatic solution considered
Internal model calculation
- Pneumatics: approx. €24,900 operating costs per year
- Electric cylinders: approx. €1,300 energy costs per year
- Investment in electric cylinders: approx. €58,000
- Calculated payback: approx. 2.5 years
- Cumulative saving over 10 years: approx. €178,000
The figures are based on an internal energy-cost model. Actual results depend on operating hours, cycle count, electricity price, compressed-air costs, leakage condition and usage profile.
An existing press environment became a production system with room to grow
The project shows how Maucher CNC-Robotic developed an integrated robot-assisted series line out of an existing, technically outdated press environment: from the first data capture through simulation, robot reachability, gripper and transfer concept, risk assessment, safety architecture, temperature release and RFID recipe logic to stable process control in real operation.
The decisive difference lies in the development approach. The plant was not built as a collection of individual components, but conceived as one overall process. Mechanics, control, sensors, safety, energy, operation and series quality mesh together.
Reproducibility
Process parameters are dialled in, stored and assigned to the correct tool via RFID.
Quality assurance
Surface and core temperature are checked before transfer. Non-matching material is discharged.
Series capability
Format adjustment, gripper logic, safety, setup and releases are designed for recurring series cycles.
A similar project?
Maucher CNC-Robotic supports automation projects from data capture through simulation, risk assessment, design and commissioning right into the series process.