Von der bestehenden Pressenumgebung zur integrierten robotergestützten Serienanlage
Eine Pressenautomation mit Übergabesystem, 36 Elektrozylinderachsen, 40 Nadelgreifern, temperaturgesicherter Prozessfreigabe, RFID-Rezeptlogik und integrierter Safety-Architektur.
Vom Roboter zum beherrschbaren Serienprozess
Am Anfang stand eine bestehende Pressenumgebung, die in eine moderne, automatisierte und sicherheitstechnisch bewertbare Prozesszelle überführt werden sollte. Die bisherige Anlagenlogik bestand aus einzelnen Prozessschritten, manuellen Übergängen und einer energieintensiven pneumatischen Antriebstechnik.
Ziel war eine integrierte Serienanlage, in der Materialzufuhr, Roboterhandling, Heizprozess, Übergabe, Formpressen, Entnahme, Bedienlogik, Qualitätssicherung und Maschinensicherheit als Gesamtprozess funktionieren.
„Für uns endet ein Robotikprojekt nicht mit der Inbetriebnahme. Es beginnt dort, wo sich zeigt, ob die Lösung im Serienprozess wirklich trägt."
Projektprofil
- Projekt: Pressenautomation inkl. Übergabesystem
- Anwendung: Thermoformanlage für faserverstärkte Vliese und textile Halbzeuge
- Standort: Maucher Formenbau Werk Oberteuringen
- Entwicklung: Maucher CNC-Robotic und Maucher Formenbau
- Kern: robotergestützte Übergabe- und Entnahmezelle mit prozessaktiver Materialführung
Datenaufnahme, Layoutplanung und digitale Machbarkeitsprüfung
Zu Beginn standen die vollständige Datenaufnahme und der Entwurf des Anlagenlayouts im Vordergrund. Das vorhandene Hallenlayout wurde als Referenz in die Simulationsumgebung Visual Components übernommen. Auf dieser Basis wurden Roboterposition, Materialfluss, Pressenanordnung, Übergabepunkte, Entnahmebereiche, Bedienzugänge und Schutzzäune geplant.
Die Simulation diente nicht nur der Visualisierung, sondern als technische Entscheidungsgrundlage. Sie zeigte, ob der Roboter alle relevanten Positionen kollisionsfrei erreichen kann, welche Reichweitenreserven notwendig sind und wie sich Störkonturen, Schutzbereiche und Wartungszugänge auf die spätere Gesamtanlage auswirken.
Layout und Materialfluss
Das Hallenlayout wurde als Referenz genutzt, um Materialzufuhr, Heizprozess, Formpresse, Übergabe und Entnahme sinnvoll zueinander anzuordnen.
Robotererreichbarkeit
Die reale Erreichbarkeit aller Prozesspunkte bestimmte die spätere Position des Roboters, die Sockelhöhe, die Greiferbrücke sowie die erforderliche Reichweite.
Begleitende Risikobeurteilung
Die Risikobeurteilung lief von Beginn an parallel mit. Aus ihr wurden Sicherheitsfunktionen und erforderliche Performance-Level-Anforderungen abgeleitet.
Traglast und Reichweite wurden aus dem Prozess abgeleitet
Die Roboterauswahl ergab sich aus den realen Anforderungen des Prozesses. Entscheidend war nicht nur die theoretische Reichweite des Roboters, sondern die tatsächliche Erreichbarkeit von Materialzufuhr, Heizpresse, Übergabestation, Formpresse und Entnahmebereich.
Zusätzlich bestimmte die auf dem Roboter montierte Greiferbrücke die notwendige Traglast. Neben dem Eigengewicht der Brücke mussten Nadelgreifer, Sensorik, Schlauchpakete, Antriebskomponenten, Materialgewicht und dynamische Reserven für Beschleunigung, Abbremsung und sichere Prozessbewegungen berücksichtigt werden.
Damit wurde die Roboterzelle nicht um eine vorhandene Komponente herum geplant. Roboter, Sockel, Greiferbrücke und Anlagenlayout wurden aus dem Materialfluss und den Erreichbarkeitsanforderungen des Serienprozesses abgeleitet.
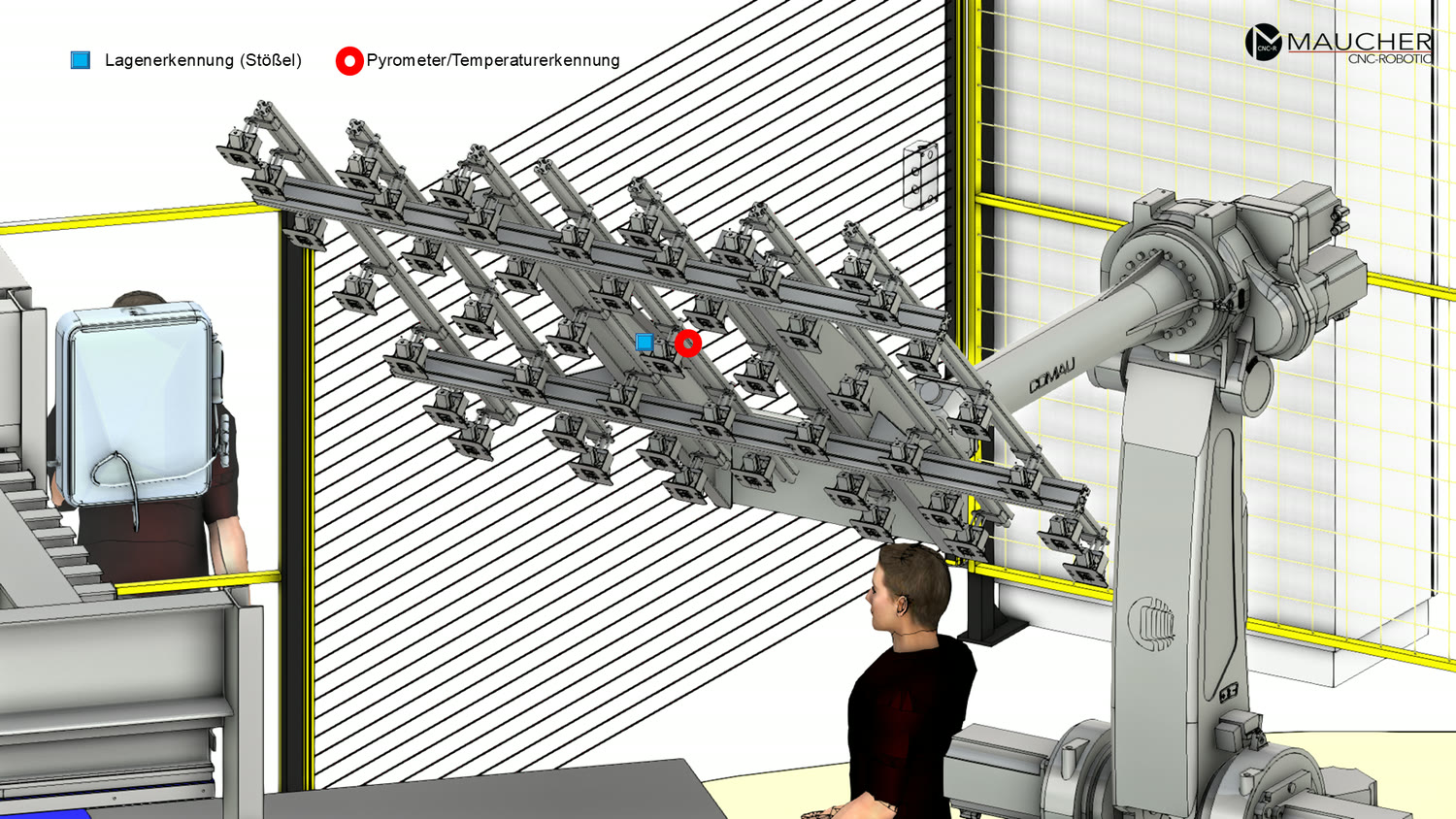
36 Elektrozylinderachsen machen die Übergabe zum prozessaktiven System
Ein zentraler Entwicklungsschwerpunkt lag in der Übergabestation. Sie musste das heiße Material nicht nur zwischen Heizprozess, Roboterhandling und Formpresse übernehmen, sondern auf unterschiedliche Bauteil- und Materialformate einstellbar sein.
Hierfür wurde ein Übergabesystem mit 36 Elektrozylinderachsen inklusive Greifereinheiten entwickelt. Die Achsen wurden so angeordnet und angesteuert, dass verschiedene Zuschnittgrößen, Materialformate und prozessbedingte Maßänderungen aufgenommen und reproduzierbar an die Formpresse übergeben werden können.
Störkonturen erkennen und beherrschen
Während der Übergabe des heißen Materials mussten Roboter, Greiferbrücke, Übergabestation, Pressengeometrie, Führungen, Greifer und Materialbewegung kollisionsfrei zusammenwirken. Mögliche Störkonturen wurden identifiziert, bewertet und in Konstruktion, Bewegungsablauf und Freigabelogik berücksichtigt.
Kräfte auslegen statt nur Komponenten auswählen
Die auftretenden Greif- und Ziehkräfte bestimmten die Auslegung der Führungswagen, Führungsschienen und des Trägersystems. Die Mechanik musste ausreichend steif und belastbar sein, um die Materialposition über wiederkehrende Serienzyklen reproduzierbar zu halten.
Zielgerichtetes Ziehen des Materials für eine konsistente Materialdicke
Das Übergabegreifersystem übernimmt nicht nur Transportaufgaben. Es zieht das heiße Material gezielt in die definierte Position und beeinflusst dadurch die Materialverteilung vor dem Pressvorgang.
Ziel war es, am Ende des Pressvorgangs eine möglichst einheitliche und in sich konsistente Materialdicke zu erreichen. Die Übergabe ist damit nicht nur ein Handlingvorgang, sondern ein prozessrelevanter Schritt für die spätere Bauteilqualität.
Bislang musste eine vergleichbare Funktion über starre, scharfe Zinken an den jeweiligen Werkzeugunterteilen realisiert werden. Diese Lösung war werkzeuggebunden, mechanisch starr und bot keine direkt steuerbare Krafteinwirkung auf das Material selbst.
Mit dem entwickelten Übergabegreifersystem entstand nach unserem Kenntnisstand eine neuartige Prozesslösung: Die Greifer und Elektrozylinderachsen ermöglichen eine aktive, formatabhängige und gezielt einstellbare Materialführung. Damit kann das Material nicht nur gehalten, sondern während der Übergabe definiert gezogen und positioniert werden.
Nur passend temperiertes Material wird an die Formpresse übergeben
Die Materialzufuhr erfolgt über gestapelte Plattenware. Der Roboter nimmt jeweils die oberste Materialplatte über ein Greifersystem mit 40 Nadelgreifern auf. Damit die Platte sicher und reproduzierbar aufgenommen wird, erfolgt der Einstechvorgang nicht nur zeitgesteuert.
Der Hub des mittleren Nadelgreifers wird sensorisch überwacht und dient als Referenzsignal für den richtigen Einstechzeitpunkt der übrigen Nadelgreifer. Erst wenn die Materialplatte korrekt erkannt und die definierte Greifersituation erreicht ist, stechen die weiteren Nadeln ein und sichern die Platte für den Transport.
Aufnahme der kalten Platte
Der Roboter nimmt die oberste Platte aus dem Stapel über 40 Nadelgreifer auf.
Einlegen in die Heizung
Die kalte Materialplatte wird in die Heizung eingelegt und für den Formpressprozess erwärmt.
Entnahme der heißen Platte
Nach dem Heizprozess wird die Platte nach demselben Greifprinzip wieder aufgenommen.
Temperaturprüfung
Ein Pyrometer prüft die Oberflächentemperatur. Ein als Temperaturnadel ausgeführter Nadelgreifer erfasst die Innentemperatur.
OK/NOK-Freigabe
Nur wenn Oberflächen- und Innentemperatur im zulässigen Prozessfenster liegen, wird die Übergabe an die Formpresse freigegeben. Andernfalls wird der Vorgang abgebrochen und das Material ausgeschleust.
Ein einmal eingefahrener Prozess wird zur reproduzierbaren Serienlogik
Nachdem die Werte der 36 Elektrozylinderachsen ein erstes sauberes und sehr genaues Formteil erzeugt haben, werden die ermittelten Prozessparameter in einer Rezeptur gespeichert und dem jeweiligen Formwerkzeug zugeordnet.
Beim Rüsten identifiziert die Anlage das Formwerkzeug über einen integrierten RFID-Chip. Die Steuerung liest die Werkzeugkennung automatisch aus und lädt die passende Rezeptur. Werkzeug, Materialformat, Greiferpositionen und Programm werden dadurch logisch miteinander verknüpft.
Nicht passende Programm- und Werkzeugkombinationen werden erkannt und nicht freigegeben. Dadurch sinkt das Risiko von Bedienfehlern, falschen Einstellungen oder nicht passenden Programmläufen. Gleichzeitig wird die Wiederholbarkeit im Serienprozess verbessert.
| Prozessschritt | Technische Funktion | Nutzen im Serienbetrieb |
|---|---|---|
| Einfahren des Formteils | Ermittlung der Achs-, Greif- und Ziehwerte | Qualität entsteht nicht zufällig, sondern wird prozessseitig reproduzierbar gemacht |
| Rezeptur speichern | Zuordnung der Prozessparameter zum Formwerkzeug | Weniger Erfahrungswissen einzelner Bediener, mehr standardisierte Serienlogik |
| RFID beim Rüsten | Automatisches Auslesen der Werkzeugkennung | Fehlprogrammschutz durch Abgleich von Werkzeug, Rezept und Programm |
| Freigabelogik | Startfreigabe nur bei passender Kombination | Höhere Prozesssicherheit und weniger Risiko durch falsche Rüstzustände |
Sicherheitsarchitektur als Bestandteil der Entwicklung, nicht als Nachrüstung
Die Sicherheit der Anlage wurde von Beginn an parallel zur mechanischen und steuerungstechnischen Entwicklung betrachtet. Aus der Risikobeurteilung wurden Sicherheitsfunktionen und erforderliche Performance-Level-Anforderungen abgeleitet.
Die Gesamtmaschine verbindet Schutzzaun, Lichtgitter, Schutztüren, Schlüsseltransfersystem, Not-Halt-Kreise, sichere Roboterbereiche, Achsbereichsüberwachung, Safety-SPS, PROFIsafe, I/O-Link und Bedienfreigaben zu einer zusammenhängenden Sicherheitsarchitektur.
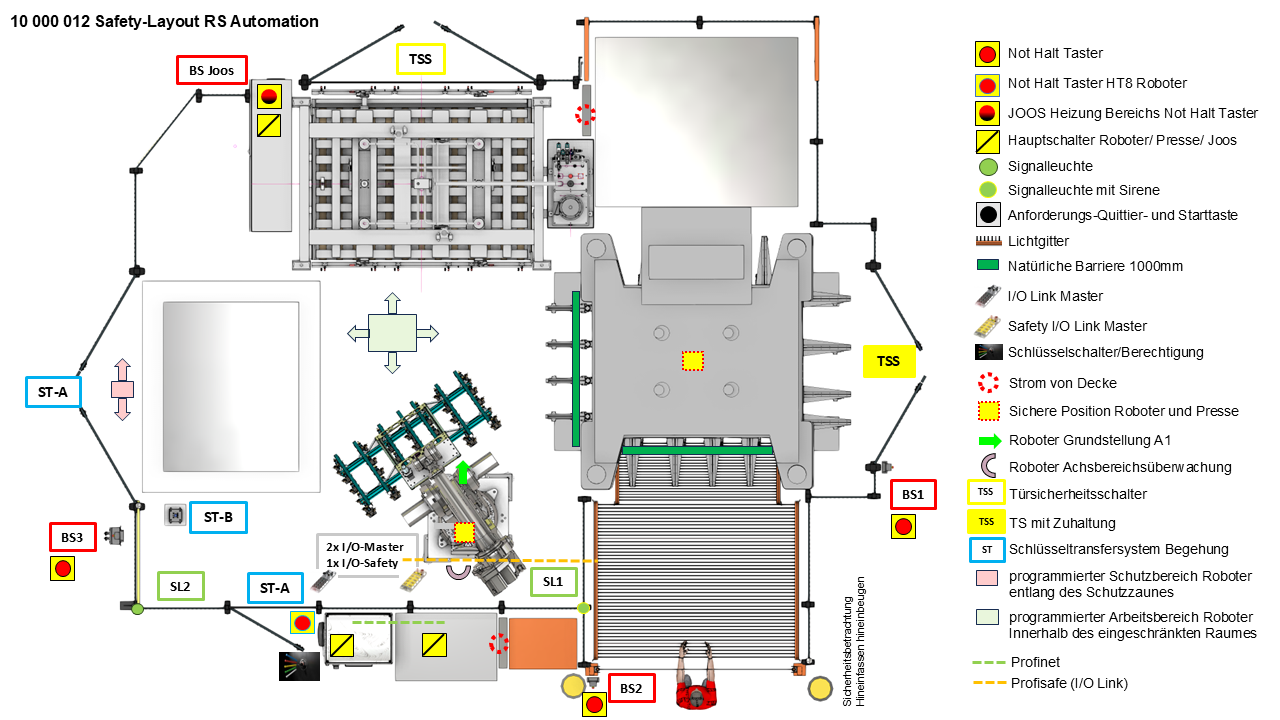
„Roboter, Presse, Übergabe, Entnahme und Bedienzugänge wurden nicht getrennt betrachtet, sondern sicherheitstechnisch als Gesamtmaschine entwickelt."
Von pneumatischen Verlusten zu geregelten Elektrozylinderachsen
Die Umstellung auf Elektrozylinder war nicht nur eine technische Entscheidung, sondern Teil der wirtschaftlichen und energetischen Prozessentwicklung. Pneumatische Antriebe verursachen laufende Druckluftkosten und reagieren empfindlich auf Leckageverluste. Die elektromechanische Lösung reduziert diesen Energiepfad und ermöglicht gleichzeitig eine definiertere Positionierung.
rechnerische Betriebskosteneinsparung pro Jahr gegenüber der betrachteten pneumatischen Lösung
Interne Modellrechnung
- Pneumatik: ca. 24.900 € Betriebskosten pro Jahr
- Elektrozylinder: ca. 1.300 € Energiekosten pro Jahr
- Investition Elektrozylinder: ca. 58.000 €
- Rechnerische Amortisation: ca. 2,5 Jahre
- Kumulierte Einsparung über 10 Jahre: ca. 178.000 €
Die Werte beruhen auf einem internen Energiekostenmodell. Die tatsächlichen Ergebnisse hängen von Betriebsstunden, Taktzahl, Strompreis, Druckluftkosten, Leckagezustand und Nutzungsprofil ab.
Aus einer bestehenden Pressenumgebung wurde ein entwicklungsfähiges Produktionssystem
Das Projekt zeigt, wie Maucher CNC-Robotic aus einer bestehenden, technisch überholten Pressenumgebung eine integrierte robotergestützte Serienanlage entwickelt hat: von der ersten Datenaufnahme über Simulation, Robotererreichbarkeit, Greifer- und Übergabekonzept, Risikobeurteilung, Safety-Architektur, Temperaturfreigabe und RFID-Rezeptlogik bis zur stabilen Prozessführung im realen Betrieb.
Der entscheidende Unterschied liegt im Entwicklungsansatz. Die Anlage wurde nicht als Sammlung einzelner Komponenten aufgebaut, sondern als Gesamtprozess gedacht. Mechanik, Steuerung, Sensorik, Sicherheit, Energie, Bedienung und Serienqualität greifen ineinander.
Reproduzierbarkeit
Prozessparameter werden eingefahren, gespeichert und über RFID dem richtigen Werkzeug zugeordnet.
Qualitätssicherung
Oberflächen- und Innentemperatur werden vor der Übergabe geprüft. Nicht passendes Material wird ausgeschleust.
Serienfähigkeit
Formatverstellung, Greiferlogik, Safety, Rüsten und Freigaben sind für wiederkehrende Serienzyklen ausgelegt.
Ähnliches Projekt?
Maucher CNC-Robotic begleitet Automatisierungsprojekte von der Datenaufnahme über Simulation, Risikobeurteilung, Konstruktion und Inbetriebnahme bis in den Serienprozess hinein.